
En la fabricación de productos farmacéuticos y nutracéuticos, el llenado de cápsulas debe garantizar una dosificación repetible y una calidad de cierre fiable durante todo el proceso de producción. Totalmente automático. Máquinas de llenado de cápsulas duras Esto se logra ejecutando una secuencia de estaciones fija (orientación, separación de la tapa y el cuerpo, medición, cierre y descarga), sincronizada mediante la lógica de control y temporización de la torreta.
Esta guía explica el principio de funcionamiento de la máquina de llenado de cápsulas a nivel de estación, para que pueda ver qué controla cada módulo, qué condiciones desestabilizan el ciclo y qué controles (tendencia de peso, consistencia del cierre, patrones de rechazo) indican que el proceso está bajo control.

Un ciclo totalmente automático repite las mismas operaciones en el mismo orden:
1. Rectificar (orientar) las cápsulas
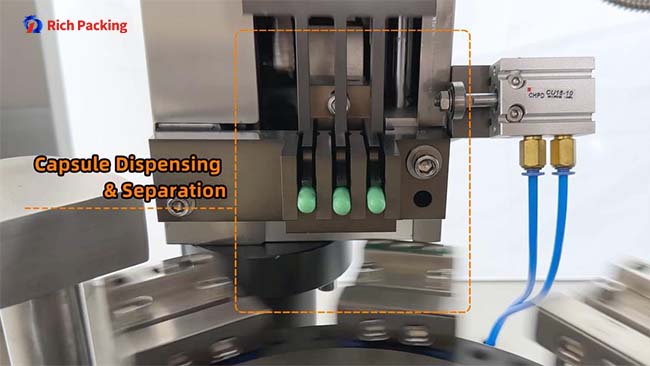
2. Separe la tapa y el cuerpo.
3. Medir y transferir la dosis
4. Cerrar y bloquear
5. Descargar y rechazar
Un “rendimiento estable” debería significar que el ciclo de la estación se mantiene constante a lo largo del tiempo, no solo que la máquina alcanza una velocidad máxima anunciada.
Los sistemas manuales son adecuados para pruebas y lotes pequeños; el control está en gran medida a cargo del operador. Las máquinas semiautomáticas automatizan partes del flujo, pero permanecen interrumpidas y son menos comparables al control continuo de la estación. Este artículo asume que Máquinas de llenado de cápsulas totalmente automáticas : basado en torretas, ciclos continuos, detección integrada y lógica de rechazo.
● Rectificación: alineación de las cápsulas para una correcta entrada.
● Separación de la tapa y el cuerpo: división mediante sincronización por vacío/aire más guía mecánica.
● Disco dosificador + pasadores de compactación: forman un volumen de dosificación compacto y reproducible antes de la transferencia.
● Dosificador: utiliza un tubo/boquilla dosificadora para recoger y transferir una carga de polvo.
● Integridad del cierre: consistencia en el acoplamiento entre la tapa y el cuerpo después del cierre.
● IPC: controles en proceso (peso, cierre, rechazos) durante la ejecución.
Una máquina de llenado de cápsulas totalmente automática maneja dos flujos en paralelo: el flujo de cápsulas y el flujo de polvo (relleno). Cuando los resultados varían, la causa principal suele ser la sincronización de la separación, la estabilidad de la dosificación o la alineación del cierre, a menudo provocadas por el estado de la cápsula o el comportamiento del polvo.

Alimentación/rectificación → separación → cierre → descarga/rechazo
● La rectificación afecta a la uniformidad con la que las cáscaras entran en el proceso de separación y dosificación.
● La separación depende del soporte mecánico y de la sincronización entre vacío y aire; las grietas parciales y la tensión en la carcasa suelen reaparecer posteriormente como defectos de cierre.
● El cierre depende de la alineación y la limpieza. El polvo en la interfaz entre la tapa y el cuerpo es una causa común de que el cierre se afloje y se produzcan fugas.
● El patrón de rechazo/descarga debe ser estable a lo largo del tiempo; una tasa de rechazo creciente suele indicar acumulación o deriva aguas arriba.
Condición → medidor → transferencia
El polvo puede formar puentes, airearse, segregarse, acumular electricidad estática y modificar su densidad aparente con la humedad. La estación de dosificación traduce ese comportamiento en una dosis repetible mediante una de dos arquitecturas comunes:
● Disco dosificador + pasadores de compactación : compactar el polvo en tapones repetibles ("slugs") dentro de los orificios de dosificación y luego transferir un volumen medido.
● Dosificador : capturar y transferir una carga de polvo a través de un tubo/boquilla dosificadora.
1. Momento de separación : nivel de vacío, sincronización del aire, alineación mecánica.
2. Estabilidad de la medición : consistencia del lecho de polvo, profundidad de compactación o ajustes del dosificador, rango de velocidad.
3. Alineación/fuerza de cierre : guías, limpieza, estado de la carcasa, geometría de cierre.
La disposición de los componentes varía según el fabricante, pero la secuencia funcional es la misma. En cada estación, concéntrese en tres preguntas: ¿qué intenta hacer la estación?, ¿qué variables la controlan? y ¿cómo se manifiesta un fallo?
Controles: flujo de la tolva, geometría de la guía, consistencia del tamaño de la cápsula, limpieza.
Síntomas típicos: atascos, rozaduras, atascos intermitentes.
Controles rápidos: flujo constante (sin ráfagas); inspeccionar las guías para detectar desgaste y acumulación de polvo.
Controles: nivel de vacío, sincronización del aire, profundidad de separación, velocidad de la torreta, estado del proyectil.
Síntomas típicos: separación parcial, cáscaras agrietadas, tapas que no se levantan completamente.
Comprobaciones rápidas: valide las divisiones limpias a baja velocidad y luego aumente la velocidad gradualmente mientras observa los daños en la carcasa y los rechazos.
Controles
: alineación mecánica, estabilidad de sujeción, control de residuos.
Síntomas típicos
: elevación/tambaleo del cuerpo, entrada inconsistente, “esponjosidad” de la nieve.
Controles rápidos
: confirmar que los cuerpos se asientan de forma consistente y no se desplazan con la vibración.
Controles: altura del lecho de polvo, profundidad de compactación, limpieza del rascador/transferencia, velocidad de la torreta.
Síntomas típicos: variación del peso, llenado insuficiente, formación de puentes, acumulación gradual.
Comprobaciones rápidas: primero estabilice el lecho de polvo, luego ajuste la profundidad de compactación y, finalmente, valide a la velocidad objetivo.
Controles: profundidad de llenado, sincronización, acondicionamiento del polvo, limpieza de la boquilla.
Síntomas típicos: inconsistencia en la carga, manchas/acumulación.
Controles rápidos: pesajes a intervalos cortos; inspección de las superficies de transferencia para detectar residuos prematuros.
Controles: alineación de la guía, fuerza de cierre, limpieza de la estación, acondicionamiento de la carcasa.
Síntomas típicos: no cierra, cerradura floja, deformación, fugas después del cierre.
Controles rápidos: inspección del cierre a intervalos regulares; si aparecen defectos, vuelva a comprobar la separación y la contaminación de la interfaz.

Controles: umbrales de rechazo, estabilidad del sensor, gestión de descargas.
Síntomas típicos: rechazos falsos, defectos no detectados, rozaduras en la salida, rechazos que aumentan con el tiempo.
Controles rápidos: observar patrones de rechazo; confirmar que la manipulación durante la descarga no dañe las cápsulas en buen estado.
|
Estación |
Función principal |
Variables clave |
Síntomas típicos |
Verificación rápida |
|
Alimentación/Rectificación |
Oriente las cápsulas hacia la torreta. |
Estabilidad del flujo, desgaste de la guía, limpieza |
Fallos de alimentación, rozaduras, atascos |
Observe el flujo constante; inspeccione las guías. |
|
Separación |
Tapa y cuerpo divididos |
Sincronización, velocidad y alineación del sistema de vacío/aire. |
Fisuras parciales, grietas |
Comprobación visual de división a baja velocidad |
|
Posición del cuerpo |
Estabilizar el organismo para la dosificación. |
Asiento, alineación, residuo |
Elevación/oscilación, entrada inconsistente |
Observar la coherencia en la disposición de los asientos |
|
Dosificación (disco/compactación) |
Volumen envasado por metro |
Altura de la bancada, profundidad de compactación, rascadores |
Desviación de peso, llenado insuficiente |
ponderaciones de tendencia; cambiar una variable |
|
Dosificación (dosificador) |
Carga del medidor a través de la boquilla |
Profundidad, sincronización, acondicionamiento |
Inconsistencia en los cargos |
Pesas a intervalos cortos + limpieza |
|
Cierre |
Cápsula de cierre |
Guías, fuerza, contaminación |
No cierra, la cerradura está suelta. |
Comprobaciones de cierre a intervalos |
|
Descarga/Rechazo |
Eliminar defectos, transferir producto |
Umbrales, manejo |
Rechazos falsos, rozaduras |
Rechazar tendencia + inspección de descarga |
El control del peso de llenado es donde se encuentra el Máquina rotativa de llenado de cápsulas El principio de funcionamiento se vuelve medible: acondicionamiento estable del polvo, dosificación repetible y transferencia limpia. La mayoría de los sistemas dosifican un volumen/carga repetible; el peso final varía cuando cambia la densidad aparente o la eficiencia de la transferencia.
● Inestabilidad del lecho de polvo: reposición inconsistente, formación de puentes.
● Variación de la densidad aparente: la aireación, la vibración y la humedad modifican la forma en que se compacta el polvo.
● Segregación: las mezclas se separan, lo que aumenta la variación (y el riesgo de uniformidad del contenido).
● Estática y adherencia: el polvo se adhiere a las superficies de dosificación/transferencia, lo que provoca una deriva lenta.
En los diseños de discos/compactación, la repetibilidad suele mejorar más rápidamente en esta secuencia:
1. Altura/consistencia del lecho de polvo
2. Profundidad de compactación (pasos pequeños, una variable a la vez)
3. Limpieza de las superficies de transferencia (rascadores/superficies de contacto)
4. Validación de la ventana de velocidad (rampa después de que los pesos se estabilicen)
Un dosificador puede funcionar bien con ciertos polvos y rangos de operación, pero su rendimiento depende de la calidad del polvo y de una transferencia limpia. Si se observa alguna desviación, primero verifique el comportamiento del polvo y los residuos, y luego ajuste los parámetros del dosificador.
● Tendencia del peso (deriva frente a banda estable)
● Arranque frente a estado estacionario (primeros 10-20 minutos)
● Comprobaciones de integridad de bloqueo
● Rechazar la estabilidad a lo largo del tiempo
Defina los intervalos de muestreo, registre los resultados y mantenga la trazabilidad de los ajustes. Una cadencia sencilla —más frecuente al inicio y luego constante— evita la mayoría de las "sorpresas" posteriores en el lote.
Una mayor velocidad reduce el tiempo de permanencia, por lo que las pequeñas inestabilidades se manifiestan más rápidamente como rechazos y variaciones de peso. En la práctica, la cualificación debe centrarse en un rango de velocidad estable: la velocidad máxima que mantenga la consistencia del peso y el cierre a lo largo del tiempo.
● La consistencia de la separación disminuye (aumentan las fisuras parciales y la tensión en la cáscara).
● La reposición del lecho de polvo se vuelve menos estable (aumenta la variación).
● El proceso de cierre se vuelve menos tolerante con la alineación y la contaminación.
Si se producen rechazos al aumentar la velocidad, redúzcala y confirme qué dominio de control falla primero (separación, medición o cierre).
La mayor parte del polvo y las fugas se originan por pérdidas durante la dosificación y contaminación del polvo en la interfaz entre la tapa y el cuerpo. Los controles que suelen ayudar son:
● Mantenga limpias las superficies de dosificación/transferencia (evite la acumulación gradual).
● verificar la limpieza de la estación de cierre y la alineación de la guía
● Evite el sobrellenado que impide un cierre hermético.
● Añadir pulido/desempolvado de cápsulas cuando sea necesario para el envasado posterior o para mejorar la apariencia.

Las cápsulas de cubierta rígida son sensibles al entorno:
● demasiado seco → cáscaras quebradizas, riesgo de agrietamiento
●
Demasiada humedad → carcasas blandas, riesgo de deformación/cierre suelto
Un acondicionamiento estable cerca de la línea suele mejorar la integridad del bloqueo más que los cambios mecánicos agresivos.
Esta sección constituye una capa práctica para líneas de primera instalación: disciplina mínima y aislamiento rápido de fallos.
1. Despeje de línea
2. Registro de lote: configuración clave + resultados de IPC + ajustes
3. Procedimiento de limpieza + lista de verificación de cambio
4. Controles de contaminación cruzada (gestión del polvo)
5. Registros de calibración para herramientas IPC (balanzas, manómetros, si se hace referencia a ellos).
6. Medidas básicas de seguridad (protecciones/enclavamientos/paradas de emergencia)
7. Disparadores y documentación para el manejo de desviaciones
8. Registros de capacitación para operadores/mantenimiento
● funcionamiento estable dentro de un rango de velocidad acordado.
● Plan IPC + evidencia de la tendencia de peso
● Comprobaciones de cierre y enfoque para el manejo de defectos
● rechazar la consistencia a lo largo del tiempo
● Acceso/tiempo de limpieza realista
● Lista de piezas de desgaste/repuestos + plazos de entrega
|
Síntoma |
Estación/módulo probable |
Causa raíz típica |
Arréglalo ahora |
Evitar el próximo lote |
|
Aumento de la variación de peso |
Dosificación / estado del polvo |
inestabilidad del lecho, deriva de densidad, residuo |
estabilizar la cama; limpiar la transferencia; ajustar la profundidad de compactación |
control de humedad; rutina de acondicionamiento; IPC más estricto al inicio |
|
Poco lleno/vacío |
Separación o transferencia |
separación parcial, cuerpo no sentado, puente |
verificar la división; sincronización correcta; puenteo limpio |
Validar a baja velocidad; comprobaciones de calidad de la cápsula |
|
No cierra / Cerradura suelta |
Cierre + aguas arriba |
desalineación, contaminación, estado de la carcasa |
limpiar; verificar las guías; ajustar la fuerza de cierre |
Acondicionamiento de la carcasa; cadencia de limpieza; verificar rectificación |
|
Fugas después del cierre |
Integridad del cierre |
cerradura suelta, sobrellenado, contaminación |
confirmar bloqueo; reducir el sobrellenado; limpiar |
mejorar la limpieza de la transferencia; pulir/desempolvar si es necesario |
|
Grietas/deformación |
Separación/cierre |
Sincronización demasiado agresiva; cáscaras frágiles/blandas |
Ajustar la sincronización; inspeccionar las guías. |
control ambiental; control de calidad de entrada |
|
Atascos / explosiones |
Alimentación/rectificación |
fallos de alimentación, guías desgastadas, acumulación |
Limpiar/despejar; reemplazar piezas de desgaste |
Horario de PM; suministro constante de cápsulas |
|
Los rechazos aumentan con el tiempo. |
Acumulación de dosificación/cierre |
residuo gradual, deriva de polvo |
pausa/limpieza; volver a comprobar el IPC |
intervalo de limpieza definido; rechazos de tendencia |
Una llenadora de cápsulas totalmente automática opera en un ciclo temporizado por estaciones. Al controlar la sincronización de la separación, la estabilidad de la dosificación y la alineación del cierre, el peso de llenado y la integridad del cierre se vuelven predecibles, y los rechazos se mantienen estables. De esta manera, el principio de funcionamiento de la llenadora de cápsulas se convierte en una herramienta práctica para evaluar equipos, determinar un rango de velocidad óptimo y aislar fallas rápidamente.
1. ¿Cómo funciona una máquina de llenado de cápsulas totalmente automática?
Se repite rectificación → separación → medición/transferencia → cierre/bloqueo → descarga/rechazo.
2. Disco dosificador/pines de compactación frente a dosificador: ¿cuál es la diferencia?
Los dosificadores de disco/compactación miden el volumen compactado; los dosificadores dosifican la carga mediante una boquilla. La mejor opción depende del comportamiento del polvo y del intervalo de estabilidad que se necesite.
3. ¿Por qué se produce la variación de peso después del arranque?
Las causas comunes son la variación de la densidad aparente y la acumulación de residuos en las superficies de dosificación/transferencia.
4. ¿Por qué no se cierran las cápsulas?
Con mayor frecuencia, se debe a problemas de alineación, contaminación en las interfaces o el estado de la capa, a veces relacionados con una separación deficiente.
5. ¿Puede una sola máquina procesar polvo y gránulos?
A menudo, sí, con la configuración de dosificación correcta y la validación del rendimiento de transferencia/cierre/rechazo.
6. ¿Qué debo priorizar en una FAT?
Evidencia de control: tendencia del peso, comprobaciones de cierre, estabilidad de los rechazos y demostración realista de limpieza/cambio de formato.
7. ¿Cuál es una cadencia práctica de IPC para el inicio del proyecto?
Realice muestreos con mayor frecuencia durante los primeros 10-20 minutos y, una vez que el peso y los rechazos se estabilicen, pase a un intervalo constante.
FDA – Validación de procesos: Principios y prácticas generales
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – Recursos educativos sobre disolución
https://www.usp.org/education/dissolution

Correo electrónico : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Red IPv6 admitida
Red IPv6 admitida 












 Casa
Casa Productos
Productos






