
Las cápsulas duras son populares tanto en la industria farmacéutica como en la de suplementos, ya que admiten una amplia gama de rellenos (polvos, gránulos, pellets o mezclas) y se adaptan a diferentes tamaños sin modificar la forma farmacéutica. El problema radica en que las líneas de producción de cápsulas duras pueden ser sensibles a pequeñas variaciones. El estado de la cápsula afecta la apertura y el cierre. El flujo del relleno y el comportamiento de la mezcla influyen en la variación del peso. La humedad, la electricidad estática y las prácticas de alimentación suelen manifestarse rápidamente como rechazos y tiempos de inactividad.
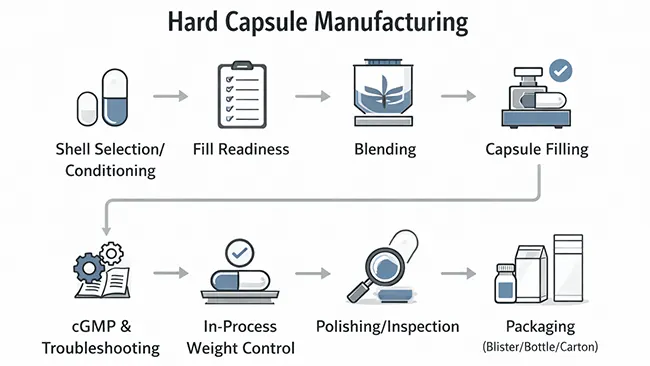
En esta guía, la fabricación de cápsulas se refiere a la producción de cápsulas duras rellenas a partir de cápsulas vacías adquiridas. El flujo de trabajo abarca desde la selección de la cápsula y su manipulación controlada hasta la preparación para el llenado, la mezcla, el llenado de las cápsulas duras, el control en proceso, la inspección, el cumplimiento normativo y la resolución de problemas básicos, y finalmente el envasado primario y la protección para el almacenamiento.
Etapa 1: Fabricación de cápsulas: Selección de la cubierta y manipulación de la materia prima (gelatina frente a HPMC)
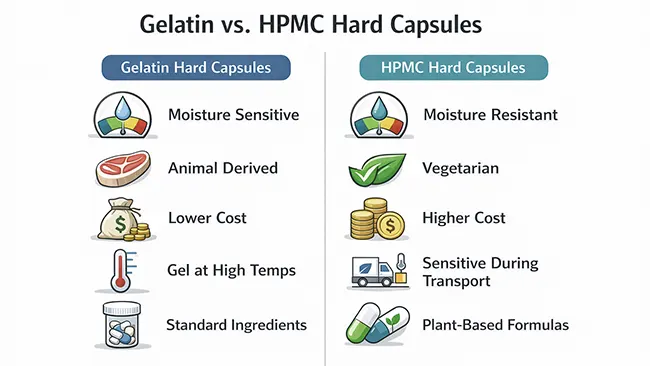
La elección de la cubierta establece los límites para el resto de la fabricación de cápsulas duras. Para las cápsulas duras rellenas, la decisión común es entre gelatina y HPMC (vegetariano) conchas.
Una selección práctica generalmente se reduce a tres puntos:
● Sensibilidad a la formulación: Los rellenos higroscópicos o sensibles a la humedad aumentan el riesgo de aglomeración, adherencia y variación de peso, por lo que la elección de la carcasa y su manipulación son más importantes.
● Requisitos del mercado: El posicionamiento vegetariano o las expectativas impulsadas por la región a menudo apuntan a HPMC.
● Costes y consistencia en el suministro: La gelatina es muy utilizada y suele ser más rentable cuando las condiciones de manipulación son estables.
Las cáscaras que llegan deben tratarse como un material controlado. Las condiciones de almacenamiento durante el transporte, la consistencia entre lotes y la forma en que se preparan las cáscaras antes de la producción pueden manifestarse posteriormente como fragilidad, reblandecimiento, problemas de estática o problemas de cierre; problemas que son fáciles de atribuir al material de relleno, pero que a menudo se originan en etapas anteriores del proceso.
|
Factor |
Cápsulas de gelatina |
Cápsulas de HPMC |
|
Razón común para elegir |
Rentable y ampliamente utilizado. |
Posicionamiento vegetariano; amplia adecuación al mercado. |
|
Sensibilidad a la humedad |
Más sensible al manejo de los columpios |
A menudo más tolerante, pero aún necesita control. |
|
Ajuste óptimo típico |
Polvos/gránulos estables con almacenamiento controlado. |
Rellenos higroscópicos o "complicados"; aptos para vegetarianos. |
|
Riesgos típicos de manipulación |
Fragilidad (demasiado seco) o ablandamiento (demasiado húmedo) |
Variación por grado; alinear las expectativas de desempeño |
|
Notas de disolución |
Comportamiento de referencia común |
Puede variar según el grado/formulación; verifique si es fundamental. |
|
Información práctica para llevar |
Una excelente opción con condiciones de manejo estables. |
Una opción sólida cuando las necesidades de formulación/mercado lo exigen. |
Incluso la cápsula adecuada puede fallar si se manipula incorrectamente. En la fabricación de cápsulas, el acondicionamiento de la cápsula es una de las maneras más rápidas de evitar rechazos iniciales sin modificar ningún parámetro de llenado. Las cápsulas duras vacías deben almacenarse a temperatura y humedad controladas y, posteriormente, acondicionarse antes de la producción para que alcancen un equilibrio estable. Omitir este paso suele provocar problemas evitables en la llenadora: cápsulas que se agrietan durante la manipulación, tapas que no se ajustan correctamente o problemas de alimentación por estática.
Mantén el enfoque simple y repetible:
● Ambiente Utilice un área limpia y estable con humedad controlada. Las fluctuaciones bruscas son peores que una condición estable que esté ligeramente desviada del objetivo.
● Puesta en escena Deje que las conchas se aclimaten antes de abrir las bolsas o los bidones. Una absorción de humedad desigual puede provocar un comportamiento inconsistente en un mismo lote.
● Control de exposición Minimice el tiempo de apertura. Vuelva a sellar los envases parcialmente abiertos y mantenga los envases abiertos alejados de fuentes de humedad y corrientes de aire fuertes.
Si los rechazos aumentan repentinamente al inicio de una ejecución y la configuración de la máquina no ha cambiado, compruebe primero el estado y el manejo del shell.
Muchos problemas de llenado se deben a problemas con el material. En la fabricación de cápsulas, una dosificación estable comienza con la preparación del material: fluidez, humedad y propiedades electrostáticas. Antes de que un lote llegue a la máquina de llenado de cápsulas, confirme que el material de llenado esté listo para fluir, alimentar y dosificar. La misma fórmula puede comportarse de manera muy diferente según la humedad, la distribución del tamaño de partícula y el historial de procesamiento.
Puntos clave de preparación:
● Fluidez Un flujo deficiente aumenta la variación de peso y puede provocar la formación de puentes. Puede ser necesario granular, utilizar aditivos para mejorar el flujo o ajustar el tamaño de las partículas.
● Contenido de humedad Demasiada humedad puede provocar adherencia y acumulación de residuos; muy poca puede empeorar la electricidad estática y la formación de polvo. Ambas situaciones pueden desestabilizar la dosificación.
● Tamaño de partícula y finos El exceso de partículas finas aumenta la cohesión y el polvo; las partículas de gran tamaño pueden causar problemas de llenado y cierre inconsistentes.
● Adherencia y electrostática Ambos factores pueden provocar una alimentación irregular, especialmente a medida que aumenta el tiempo de funcionamiento.
Si la línea parece estar bien durante los primeros minutos y luego se desvía, sospeche de un cambio gradual en el comportamiento del polvo: absorción de humedad, calor, consolidación en la tolva o segregación.
Etapa 4: Mezcla para lograr uniformidad (prevenir la segregación)
La mezcla no se trata solo de lograr que la mezcla parezca uniforme. El objetivo es la uniformidad de la dosis durante la alimentación, lo que significa evitar la segregación después de la mezcla, durante la transferencia, la carga de la tolva y todo el proceso.
Entre los factores comunes que provocan la segregación se incluyen las diferencias de densidad, la amplia distribución del tamaño de las partículas, la vibración durante el transporte y las grandes alturas de caída durante la transferencia. Controles prácticos que ayudan:
● Orden y sincronización de la mezcla : Añada los lubricantes y los componentes de baja dosis de forma que se consiga una distribución uniforme sin mezclarlos en exceso.
● Método de transferencia : Una transferencia suave y trayectorias consistentes reducen la separación.
● Lógica de muestreo : Confirmar la uniformidad de forma que refleje lo que la máquina observa a lo largo del tiempo, no solo lo que es más fácil de muestrear.
Si las primeras cápsulas pasan sin problemas y las posteriores tienden a ser ligeras o pesadas, la causa suele ser la segregación en el sistema de alimentación, y no un cambio "misterioso" en el rendimiento de la máquina.
Este es el núcleo de la fabricación de cápsulas duras rellenas. El nivel del equipo y el método de dosificación deben ajustarse al tamaño del lote, las necesidades de precisión, el comportamiento del producto y la frecuencia de cambio.
Elegir el nivel de la máquina
● Manual : Ideal para pruebas y lotes muy pequeños. Baja productividad, alta inversión en mano de obra y fuerte influencia del operador.
● Máquina semiautomática de llenado de cápsulas : Útil cuando se necesita mayor producción sin la complejidad de la automatización completa. A menudo, es un paso práctico para volúmenes comerciales pequeños.
● Máquina automática de llenado de cápsulas Diseñado para un mayor rendimiento y un control repetible. Esta es la opción más adecuada cuando el tiempo de inactividad y la variabilidad cuestan más que la propia máquina.

Al preseleccionar proveedores para una máquina automática de llenado de cápsulas, solicite pruebas de que la máquina se mantiene estable a lo largo del tiempo, no solo afirmaciones sobre su velocidad. Por ejemplo, en Rich Packing, los equipos que salen al mercado se verifican habitualmente con una prueba de funcionamiento continuo y una verificación de alta carga antes del envío, lo que ayuda a detectar desviaciones y paradas menores con antelación.
Comprender las opciones de dosificación
Dos mecanismos de dosificación frecuentemente mencionados son los sistemas de punzón y dosificador. Ambos buscan suministrar una dosis uniforme al cuerpo de la cápsula, pero su comportamiento puede variar según la compresibilidad y la cohesión del polvo, así como el peso de llenado deseado. La mejor opción es aquella que se mantiene estable con el material y el rango de operación, facilitando la limpieza y el cambio de formato.
|
Factor |
Manual |
Semiautomático |
Automático |
|
Lo mejor para |
Investigación y desarrollo, muestras, ensayos |
Pequeño comercio, cambios frecuentes |
Ampliación de escala, producción estable, mayor volumen |
|
Salida típica |
Bajo |
Medio |
Alto |
|
Control y repetibilidad |
Depende del operador |
Mejorado, aunque todavía influenciado por el operador. |
Control de carrera alto y constante |
|
Cambio y limpieza |
Simple, más lento |
Moderado |
Diseñado para la repetibilidad, requiere disciplina. |
|
Nivel de inversión |
Más bajo |
Medio |
Máximo |
|
Información práctica para llevar |
Es bueno conocer el producto. |
Buen puente para la comercialización temprana |
Ideal cuando la estabilidad y el rendimiento son primordiales. |
En la fabricación de cápsulas, incluso con la máquina de llenado adecuada, la variación de peso puede deberse a cambios en las condiciones. El control en proceso consiste en detectar estas variaciones a tiempo y corregirlas antes de que se acumulen los productos defectuosos.
Las causas comunes incluyen cambios en el comportamiento del polvo (absorción de humedad, estática, consolidación), alimentación inconsistente y acumulación gradual en las piezas de dosificación. Controles que funcionan en la producción diaria:
● Análisis de tendencias : Controla el peso a lo largo del tiempo. Una sola comprobación puntual puede pasar por alto patrones de variación.
● Señales de comportamiento del material Esté atento a cambios en la formación de polvo, el flujo o la formación de puentes. Estos suelen aparecer antes de que se produzcan fallos de peso.
● Disciplina de ajuste Modifique una variable a la vez y confirme el impacto con un período de muestreo consistente.
Las ejecuciones estables se consiguen mediante un control repetible, no mediante "ajustes perfectos".

Después del llenado, las cápsulas a menudo contienen partículas finas o polvo superficial que pueden afectar la apariencia y el rendimiento posterior. máquina pulidora de cápsulas (A menudo combinado con el desempolvado) reduce el polvo suelto que puede interferir con el embalaje y ayuda a lograr un acabado uniforme.
La inspección se centra en los defectos que afectan a la calidad y a la eficiencia de la línea de producción:
● Cápsulas agrietadas o abolladas (a menudo relacionado con el acondicionamiento de la cáscara o el estrés mecánico)
● Tapas sueltas o mal cierre
● Cápsulas deformadas que atascan las cintas transportadoras y las empacadoras
● Contaminación visible o abundante polvo
● Valores atípicos de llenado insuficiente/exceso que se escapan si el muestreo es demasiado ligero
Esta etapa protege el rendimiento posterior. Los problemas de envasado suelen comenzar con defectos que se producen al entrar en la línea de envasado.
El cumplimiento normativo está integrado en el funcionamiento de la línea de producción: materiales controlados, ajustes documentados, limpieza definida y decisiones claras cuando algo se desvía. En la fabricación de cápsulas duras, la disciplina básica de las CGMP también hace que la resolución de problemas sea más rápida y los resultados más repetibles. Administración de Alimentos y Medicamentos de los Estados Unidos )
Elementos esenciales de cumplimiento
● Control de materiales : Calificación de proveedores, controles de entrada, etiquetado de estado y almacenamiento controlado.
● Registros de lotes Documentar los parámetros que afectan a la calidad: tipo de cáscara, condiciones de mezcla, ajustes de la máquina y resultados del proceso.
● Cambio y limpieza : Definir los pasos y la verificación, especialmente al cambiar de productos o materiales sensibles a los alérgenos.
● Mantenimiento y calibración : El mantenimiento preventivo reduce las desviaciones y las paradas no planificadas.
● Formación y desviaciones Los operadores necesitan reglas consistentes para los ajustes, el muestreo y la escalada de problemas.
Patrones de solución de problemas (comprobaciones rápidas)
● Variación de peso ligero/pesado Primero, compruebe el comportamiento del polvo (fluidez, humedad, segregación), luego la estabilidad de la alimentación y, por último, la acumulación o el desgaste en las piezas de dosificación.
● Grietas y abolladuras : Vuelva a comprobar el acondicionamiento y la manipulación de la carcasa, y luego identifique los puntos de tensión mecánica en las interfaces de transferencia.
● Tapas sueltas/fallos en el cierre : Confirmar el tamaño/ajuste de la carcasa, revisar los efectos de la humedad y comprobar la alineación y el desgaste de la estación de cierre.
● Picos de rechazo repentinos Busque cambios en la fase inicial del proceso: un nuevo lote de carcasa, fluctuaciones ambientales, prácticas de recarga de tolvas o una tendencia de acumulación temprana.
Un orden coherente para la resolución de problemas (material, entorno, alimentación y, por último, ajustes de la máquina) reduce las conjeturas y acorta el tiempo de inactividad.
En la fabricación de cápsulas, el empaquetado forma parte de la protección del producto —no es un añadido—, ya que determina su durabilidad durante el almacenamiento y el transporte. La elección del empaquetado adecuado depende de la sensibilidad a la humedad, el formato de dosificación y la forma en que se manipulará el producto durante su distribución.
Envase tipo blíster Se suele seleccionar cuando la presentación en dosis unitarias, el rendimiento de barrera y la comodidad del usuario son importantes, normalmente producido en un Máquina de envasado en blíster utilizando estructuras de barrera adecuadas. Botellas son comunes para formatos multidosis, a menudo combinados con desecantes y control de cierre para controlar la exposición a la humedad después de la apertura; esta vía se combina frecuentemente con un Línea de conteo y embotellado de cápsulas . Para la presentación y distribución listas para la venta al por menor, el embalaje secundario suele ser manejado por un máquina de encartonado para proteger los paquetes durante el transporte y facilitar el etiquetado y la trazabilidad.
Si las cápsulas se ablandan, se vuelven quebradizas o presentan cambios de aspecto en el estante, investigue toda la cadena: la elección y el acondicionamiento de la cubierta, el comportamiento de la humedad del relleno y el rendimiento de la barrera del envase seleccionado.
La producción estable se basa en principios fundamentales y disciplinados: elegir la cápsula adecuada, manipularla y acondicionarla de forma consistente, asegurar que el material de llenado se alimente de manera predecible, mezclarlo para evitar la segregación y realizar el llenado con un control e inspección repetibles durante el proceso. Con una disciplina de cumplimiento y un empaque que se ajuste a la sensibilidad del producto, la fabricación de cápsulas puede escalarse sin problemas de desviaciones, rechazos ni tiempos de inactividad.
La HPMC se suele elegir cuando el relleno es sensible a la humedad o cuando se requiere un posicionamiento vegetariano. La mejor opción depende del comportamiento del sistema completo bajo sus condiciones de almacenamiento y el rango de humedad de producción.
Las causas comunes incluyen cambios en el comportamiento del polvo (absorción de humedad, estática, consolidación), inestabilidad del alimento, prácticas de manejo de la tolva y acumulación gradual en las piezas de dosificación. El seguimiento del peso a lo largo del tiempo ayuda a detectar la desviación a tiempo.
Elija la opción que mejor se adapte a su pólvora, el peso de llenado deseado y el tiempo de funcionamiento. Generalmente, el mecanismo que mantiene una dosificación constante y facilita la limpieza y el cambio de formato es la mejor opción.
El acondicionamiento y la manipulación de las cápsulas son factores que suelen contribuir a este problema. Las cápsulas demasiado secas pueden volverse quebradizas, mientras que la tensión mecánica en los puntos de transferencia puede abollarlas o agrietarlas. Revise la preparación de las cápsulas, el entorno y las interfaces de transferencia.
Los blísteres pueden ofrecer una barrera eficaz para dosis unitarias cuando se utilizan materiales de alta barrera. Los frascos también pueden funcionar bien con un buen cierre y desecantes, pero están expuestos a aperturas repetidas durante su uso.
Confirme la estabilidad de la cáscara bajo sus condiciones de manipulación, confirme el flujo de llenado y la estabilidad de la mezcla, valide que los ajustes de llenado mantengan el peso dentro de los límites a lo largo del tiempo y verifique que la inspección y el embalaje protejan la calidad durante el almacenamiento y el transporte.
● FDA: Normativa sobre Buenas Prácticas de Fabricación (BPF) actuales. ( Administración de Alimentos y Medicamentos de los Estados Unidos )
● eCFR: 21 CFR Parte 211 — Buenas Prácticas de Fabricación (BPF) para productos farmacéuticos terminados.
● USP Capítulo General <905> Uniformidad de las Unidades de Dosificación (página oficial).
● ICH Q9 Gestión de riesgos de calidad (directriz). (database.ich.org)
● Sistema de calidad farmacéutica ICH Q10 (directriz). ( base de datos.ich.org )

Correo electrónico : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Red IPv6 admitida
Red IPv6 admitida 












 Casa
Casa Productos
Productos






