












 Casa
Casa Productos
Productos







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Los defectos del recubrimiento de tabletas pueden afectar más que la apariencia. Una película áspera, un logotipo ilegible, una superficie agrietada o un color desigual pueden indicar mala adhesión, secado inestable, núcleos de tabletas débiles o pulverización inconsistente. Algunos defectos son cosméticos, mientras que otros pueden afectar la identificación, la manipulación, la protección contra la humedad o el rendimiento esperado de la tableta recubierta.
La resolución de problemas funciona mejor cuando el defecto se trata como evidencia en lugar de un diagnóstico. El mismo problema visible puede provenir del núcleo de la tableta, la formulación del recubrimiento de tabletas, el sistema de pulverización, las condiciones de secado o el movimiento dentro de la máquina de recubrimiento de tabletas. La investigación debe identificar el defecto, revisar las variables más probables y cambiar un factor principal a la vez. [1][2]

Los defectos de recubrimiento de tabletas son cambios no deseados en la película, el color, la superficie, el borde, el logotipo o la condición física de una tableta durante o después del recubrimiento de tabletas. Pueden aparecer durante la pulverización, el secado, el curado, la descarga o la inspección final.
No siempre son lo mismo que los defectos de compresión de tabletas. El capping, la laminación, los bordes débiles o la alta friabilidad pueden comenzar durante la compresión de tabletas. El recubrimiento de tabletas puede hacer que estas debilidades sean más visibles porque las tabletas se exponen al calor, la humedad, el movimiento repetido y el contacto con otras tabletas.
Antes de cambiar la receta de recubrimiento de tabletas o los ajustes de la máquina, inspeccione los núcleos sin recubrir del mismo lote. Revise la dureza, la friabilidad, el polvo, la humedad, la forma, el relieve y la condición de la superficie. Esto ayuda a separar los defectos creados durante el recubrimiento de tabletas de los problemas incorporados al proceso. [2]
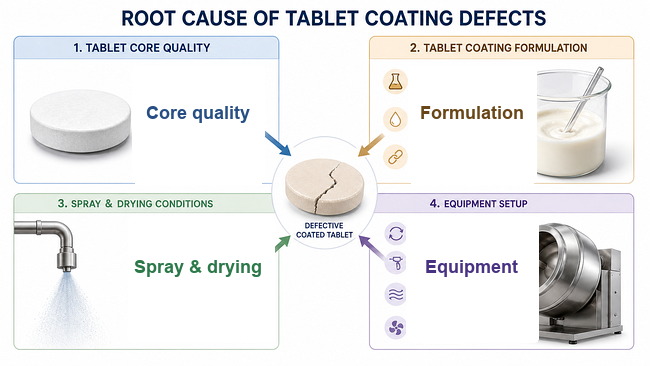
Clasifique el problema en uno de cuatro grupos:
1. Calidad del núcleo de la tableta: dureza, friabilidad, porosidad, humedad, polvo, forma o bordes débiles.
2. Formulación del recubrimiento de tabletas: polímero, plastificante, contenido de sólidos, viscosidad, dispersión de pigmentos o adhesión.
3. Condiciones de pulverización y secado: velocidad de pulverización, atomización, distancia de la pistola, aire de entrada, escape y temperatura del producto.
4. Configuración del equipo: alineación de la pistola, deflectores, velocidad de la bandeja, equilibrio del flujo de aire, sensores y estabilidad del control.
El nombre del defecto por sí solo no revela la causa raíz. El pegado puede resultar de una pulverización excesiva, un secado insuficiente, una formulación pegajosa o una baja temperatura del producto. El agrietamiento puede provenir de una película frágil, un núcleo en expansión o estrés mecánico.
| Patrón del defecto | Primera revisión | Causa probable | Evitar hacer primero |
|---|---|---|---|
| Las tabletas se pegan entre sí | Temperatura del producto y velocidad de pulverización | Exceso de humedad o secado lento | Aumentar bruscamente el calor |
| La superficie es áspera o polvorienta | Atomización y distancia de la pistola | Secado por pulverización o gotas grandes | Aumentar la velocidad de pulverización |
| La película se agrieta o se desprende | Condición del núcleo y flexibilidad de la película | Mala adhesión o exceso de tensión | Cambiar solo la velocidad de la bandeja |
| El color es desigual | Patrón de pulverización y mezcla de tabletas | Mala distribución o migración de pigmentos | Agregar más pigmento |
| Los bordes se astillan o erosionan | Dureza del núcleo y acción de la bandeja | Núcleos débiles o alta abrasión | Reducir todo el flujo de aire |
Registre cuándo aparece el defecto, el porcentaje afectado, la temperatura del producto, la velocidad de pulverización, la velocidad de la bandeja, el flujo de aire y la condición del líquido de recubrimiento de tabletas. Sin registros, los ajustes repetidos pueden ocultar la causa original. [1][2]
El pegado ocurre cuando las tabletas se adhieren entre sí o a la bandeja porque la película húmeda permanece pegajosa durante demasiado tiempo. Revise la velocidad de pulverización, la temperatura del lecho de tabletas, el flujo de aire, el escape y la viscosidad del recubrimiento de tabletas. Reducir la pulverización puede ayudar, pero un secado deficiente o una formulación pegajosa pueden producir el mismo resultado.
El picking es un daño localizado de la película. Una tableta húmeda toca otra superficie y parte del recubrimiento de tabletas se desprende al separarse. A menudo aparece alrededor de letras, líneas de división o logotipos. Revise el relieve, el polvo del núcleo, el pre-calentamiento y la etapa inicial de pulverización.
El emparejamiento ocurre cuando dos tabletas permanecen unidas, generalmente cara a cara o a lo largo de un borde amplio. Las tabletas en forma de cápsula, ovaladas o altamente convexas son más vulnerables. Revise el exceso de humedad, la velocidad de la bandeja, la carga del lote, el movimiento de las tabletas y el diseño de los deflectores. Aumentar solo la velocidad puede incrementar el daño en los bordes.
La piel de naranja es una película rugosa y texturizada. Las gotas pueden ser demasiado grandes, demasiado viscosas, mal atomizadas o secarse parcialmente antes de extenderse. Revise la viscosidad, el contenido de sólidos, la presión de atomización, la distancia de la pistola y la temperatura del producto. [1]
El secado por pulverización ocurre cuando las gotas pierden demasiada humedad antes de llegar o extenderse sobre las tabletas. Las partículas secas generan polvo, aspereza, mala adhesión o logotipos rellenados. La alta temperatura de entrada, la atomización excesiva, la baja velocidad de pulverización, la gran distancia de la pistola o un flujo de aire fuerte pueden contribuir.
El relleno de logotipo ocurre cuando el material de recubrimiento de tabletas seco o semiseco se acumula dentro de letras, líneas de división o detalles en relieve. Revise el secado por pulverización, el contenido de sólidos, la acumulación del recubrimiento de tabletas, la profundidad del logotipo y el diseño de la tableta. Un espesor excesivo de la película puede hacer que la marca sea menos legible.
El puenteo es diferente del relleno de logotipo. La película se extiende sobre una línea de división o un relieve y forma un puente delgado. Las causas probables incluyen baja flexibilidad de la película, espesor excesivo, plastificación inadecuada, mala adhesión o geometría difícil de la tableta. [1]
El moteado es un color desigual en una tableta, mientras que la variación entre tabletas significa que el lote tiene tonos inconsistentes. Las causas incluyen mala dispersión de pigmentos, pulverización no uniforme, mezcla débil o migración del color soluble durante el secado. Revise la agitación de la suspensión, la salida de la pistola, la superposición de pulverización, la carga de la bandeja y el movimiento de las tabletas.
El blíster aparece como un levantamiento localizado o formación de burbujas de la película que se separa del núcleo. A menudo se asocia con mala adhesión, humedad atrapada o calentamiento rápido. Revise el precalentamiento, la temperatura del producto, el curado, la humedad del núcleo y la adhesión de la película.
El agrietamiento de la película ocurre cuando el recubrimiento de la tableta no puede tolerar el estrés del secado, la manipulación o los cambios en el núcleo. Las posibles causas incluyen plastificante insuficiente, un polímero frágil, espesor excesivo de la película, secado rápido, expansión del núcleo o impacto. Observe si las grietas aparecen inmediatamente o después del almacenamiento. [1]
El desprendimiento es la separación de una sección mayor de la película de la tableta. El polvo, el exceso de lubricante superficial, la baja resistencia de la película, la mala plastificación, el sobrecalentamiento o la erosión del núcleo pueden contribuir. A desempolvador de tabletas puede eliminar el polvo suelto, pero no puede corregir una formulación inadecuada o un núcleo sobrelubricado. [1][2]
Estos defectos implican pérdida de material. El astillado afecta los bordes, las picaduras forman pequeñas depresiones y la erosión superficial crea áreas desgastadas más amplias. Revise la dureza del núcleo, la friabilidad, la humedad, la velocidad de la bandeja, el contacto con los deflectores, el tamaño del lote y el patrón de pulverización. Los núcleos débiles pueden sobrevivir a la descarga de la máquina de compresión de tabletas rotativa, pero fallan bajo el movimiento repetido en el bombo de recubrimiento de tabletas.máquina de compresión de tabletas rotativa pero fallan bajo el movimiento repetido en el bombo de recubrimiento de tabletas.
Un proceso estable comienza con un núcleo listo para recubrir.Dureza de la tableta debe ser suficiente para la carga, el volteo, la pulverización y la descarga, pero la dureza por sí sola no garantiza el éxito. Una tableta puede ser dura y aun así tener bordes débiles, tensión interna, alta friabilidad o mala adhesión superficial.
La porosidad del núcleo afecta el humedecimiento. Las tabletas porosas pueden absorber el líquido rápidamente, mientras que las superficies densas o muy lubricadas pueden resistir la adhesión. El exceso de lubricante hidrofóbico en la superficie puede debilitar el enlace película-núcleo. La forma también importa: la concavidad profunda, las líneas de ranura estrechas, los logotipos con bordes afilados y las tabletas con forma de cápsula pueden aumentar el hermanamiento, el puenteo y el picking. [2]
El control consistente de la compresión de tabletas en la máquina de compresión de tabletas rotativa ayuda a controlar la dureza, el grosor y la condición superficial. El polvo debe eliminarse antes del recubrimiento de tabletas. Un desempolvador de tabletas ayuda a la limpieza superficial, pero no sustituye la granulación correcta, la compresión de tabletas ni la formulación del núcleo.
No ajuste todos los parámetros a la vez. Comience con las variables que controlan el humedecimiento, la evaporación y el movimiento de las tabletas:
1. Temperatura del producto
2. Tasa de pulverización
3. Presión de atomización
4. Aire de patrón
5. Flujo de aire de entrada y extracción
6. Velocidad del bombo
7. Distancia y ángulo de la pistola
8. Sólidos y viscosidad del líquido de recubrimiento de tabletas
| Parámetro | Demasiado bajo | Demasiado alto | Defectos observados con frecuencia |
|---|---|---|---|
| Tasa de pulverización | Crecimiento lento o cobertura deficiente | Exceso de humectación | Rugosidad o pegado |
| Presión de atomización | Gotas grandes | Secado prematuro | Efecto piel de naranja o secado por pulverización |
| Temperatura del producto | Evaporación lenta | Mala propagación | Pegado o película rugosa |
| Velocidad del bombo | Mezcla débil | Alta abrasión | Variación de color o astillado |
| Flujo de aire | Acumulación de humedad | La superficie se seca demasiado rápido | Pegado o secado por pulverización |
El término temperatura del producto describe las tabletas de forma más directa que la temperatura de entrada por sí sola. La dinámica de pulverización también depende del contenido de sólidos, la viscosidad, el aire de atomización, el aire de patrón, la distancia de la pistola y el flujo de aire del proceso. Los cambios en la tasa de pulverización, el flujo de aire, la humedad y las condiciones de secado pueden alterar tanto el entorno del lecho de tabletas como la probabilidad de defectos de recubrimiento de tabletas. Cambie una variable importante, permita que el proceso se estabilice y registre el resultado. [2]
Investigue la máquina cuando un defecto siga a una pistola de pulverización, una zona de aire o un patrón de operación repetido. Las señales de advertencia incluyen salida desigual de las pistolas, boquillas obstruidas, velocidad del bombo inestable, lecturas de temperatura inexactas, control deficiente de la extracción, solapamiento deficiente de la pulverización o deflectores que no mueven las tabletas de manera uniforme.
Una suspensión de recubrimiento de tabletas adecuada aún puede producir moteado, rugosidad o exceso de humectación si una pistola entrega una tasa o ángulo diferente. Los residuos de limpieza pueden restringir las boquillas, mientras que un manejo de aire inestable puede sacar la temperatura del producto fuera del rango previsto. El mantenimiento debe incluir la inspección de boquillas, la calibración de sensores, la verificación del flujo de aire y la confirmación del sellado del bombo y del control de presión negativa.
Rich Packing integra la I+D de equipos, la producción y las ventas dentro de un único sistema de fabricación. Su proceso de producción gestionado bajo 6S incluye controles de calidad que abarcan la adquisición de materias primas, el manejo de componentes, el ensamblaje y las pruebas finales del equipo, lo que ayuda a mantener la consistencia en funciones críticas de la máquina de recubrimiento de tabletas, como el accionamiento del bombo, la entrega de pulverización, el control del flujo de aire y la monitorización de la temperatura.

Los defectos de recubrimiento de tabletas deben investigarse a través del núcleo, la formulación del recubrimiento de tabletas, las condiciones de pulverización y secado, y la configuración de la máquina. El pegado, el hermanamiento, el efecto piel de naranja, el agrietamiento, el desprendimiento y la variación de color pueden parecer diferentes, pero varios pueden compartir el mismo desequilibrio entre humectación, evaporación, adhesión y movimiento de las tabletas.
Una investigación práctica comienza con el defecto visible, revisa el grupo de causa raíz más probable y cambia una variable principal a la vez. La calidad estable de las tabletas recubiertas depende de núcleos listos para recubrir, una formulación adecuada, parámetros controlados y una máquina de recubrimiento de tabletas que proporcione pulverización, flujo de aire y movimiento de tabletas repetibles.
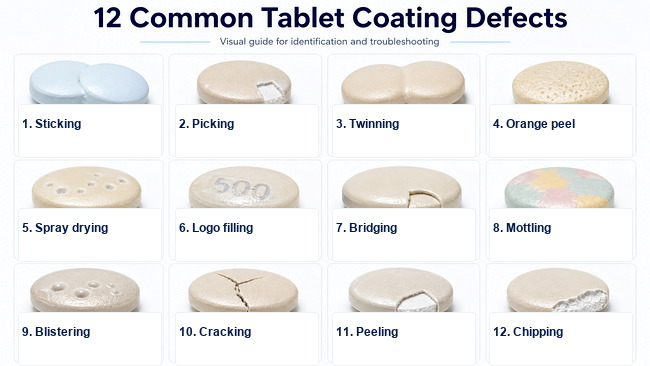
Los defectos comunes incluyen adhesión, arranque de material, geminación, piel de naranja, secado por aspersión, relleno de logotipos, puenteo, moteado, ampollamiento, fisuración, descamación y erosión del borde o de la superficie.
Las causas comunes son una tasa de pulverización excesiva, baja temperatura del producto, flujo de aire insuficiente, mala extracción de aire o una formulación que permanece pegajosa durante demasiado tiempo.
La piel de naranja suele ser el resultado de una mala dispersión de gotas. Una alta viscosidad, una atomización deficiente, gotas grandes, una distancia de la boquilla larga o un secado superficial rápido pueden generar la textura rugosa.
Revise la forma del comprimido, el exceso de humectación, la velocidad de la bandeja, la carga del lote y el diseño de los deflectores. Los comprimidos ovalados o en forma de cápsula pueden necesitar un patrón de movimiento que separe más eficazmente las superficies planas.
El pegado significa que los comprimidos se adhieren entre sí o al equipo. El picking ocurre cuando se separan y arrastran parte del recubrimiento húmedo o de la superficie del comprimido.
Sí. Los núcleos débiles, friables o sometidos a estrés pueden astillarse, erosionarse, agrietarse o descamarse. Revise la dureza junto con la friabilidad, la resistencia del borde, la humedad y la consistencia de compresión de los comprimidos.
Comience con la temperatura del producto, la tasa de pulverización, la atomización, el flujo de aire, la velocidad de la bandeja y la posición de la boquilla. Cambie una variable principal a la vez y registre el resultado.
No. El equipo mejora el control de la pulverización, el flujo de aire, la mezcla y la repetibilidad, pero los defectos también pueden originarse en el diseño del núcleo, la formulación, la humedad, el nivel de lubricante o las propiedades del líquido de recubrimiento de comprimidos.
1. Zaid, A. N. et al. Una revisión exhaustiva sobre el recubrimiento de película de comprimidos farmacéuticos. National Library of Medicine — PMC código abiertohttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. Cómo prevenir problemas de recubrimiento de comprimidos. Pharmaceutical Technology. Leer el artículo de código abiertohttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems

Correo electrónico : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Red IPv6 admitida
Red IPv6 admitida