
Una máquina desempolvadora de tabletas elimina el polvo suelto y las rebabas de las tabletas después de la compresión y antes de la manipulación posterior. El polvo residual puede entrar en el área de envasado, acumularse en las partes en contacto y afectar la consistencia del envasado. líneas de embotellado de tabletas El exceso de polvo puede interferir con la precisión del conteo, la limpieza del envase y las condiciones de sellado de la tapa. En las líneas de blíster, puede afectar las superficies de sellado y aumentar el riesgo de defectos de empaque.
La eliminación del polvo de las tabletas forma parte del control de procesos, no solo de la apariencia del producto. Las tabletas más limpias suelen pasar a la siguiente etapa con menos interrupciones relacionadas con la contaminación, y el área de envasado se mantiene más fácil de controlar. Tanto en el embotellado como en el envasado en blíster, la eliminación del polvo contribuye a una manipulación más estable después de la compresión.

A máquina desempolvadora de tabletas Limpia las tabletas después de que salen de la prensa, eliminando el polvo superficial suelto y las pequeñas rebabas que se generan durante la compresión. La mayoría de las máquinas lo hacen mediante vibración, transporte suave y extracción de polvo, de modo que las tabletas puedan avanzar con menos residuos superficiales y menos partículas sueltas que ingresen al resto de la línea.
Su papel se hace más evidente cuando llega el siguiente proceso: el envasado. El polvo no se limita a la superficie de la tableta. Puede extenderse a las guías, las zonas de contacto, los sensores, las áreas de sellado y otras partes de la línea. Una vez que esto ocurre, el efecto ya no se limita a la apariencia del producto. Puede manifestarse como contaminación de la línea, mayor trabajo de limpieza, manipulación inestable o defectos en el envasado.
Por ello, la máquina suele ubicarse como un práctico puente entre la compresión y el procesamiento posterior. Los comprimidos salen de la prensa, pasan por el sistema de eliminación de polvo y luego se trasladan a la siguiente etapa en condiciones más limpias. En el proceso de embotellado, esto facilita una transferencia más controlada al conteo y llenado. En el proceso de blíster, ayuda a reducir la contaminación cruzada de polvo antes del sellado y la formación final del envase.
La compresión de las tabletas genera naturalmente algo de polvo suelto. Incluso cuando la formulación funciona correctamente, las tabletas pueden salir de la prensa con polvo fino en la superficie, alrededor de los bordes o cerca de las áreas grabadas. También pueden aparecer pequeñas rebabas, especialmente cuando las condiciones de la herramienta, la fuerza de compresión, el flujo de los gránulos o el comportamiento de la formulación no están completamente equilibrados.
Ese residuo se convierte en un problema mayor una vez que las tabletas salen de la prensa. El polvo puede acumularse en las piezas de transferencia, caer en los rieles guía y extenderse a la siguiente máquina. Una fina capa de polvo a la salida de la prensa puede convertirse en un problema mayor de limpieza y control de procesos más adelante en la línea.
La eliminación del polvo también permite diferenciar dos cuestiones que a menudo se confunden: la apariencia de la tableta y el rendimiento del empaque. Una tableta puede tener un aspecto aceptable, pero contener suficiente polvo superficial como para causar problemas durante el conteo, el llenado, el sellado o la inspección. Por eso, la limpieza posterior a la compresión se evalúa generalmente en función de los resultados posteriores, y no solo por la apariencia de la tableta al tacto.
Tres efectos prácticos hacen que este paso sea importante:
1. Transferencia de producto más limpia
Cuando se reduce la cantidad de polvo suelto, los comprimidos se mueven de forma más predecible. La siguiente máquina recibe un producto más limpio y mejores condiciones de contacto, lo que ayuda a limitar la acumulación de residuos en el recorrido de manipulación.
2. Menor riesgo de embalaje
El polvo presente en la zona de envasado puede afectar las condiciones de llenado de las botellas, las superficies de sellado y el aspecto final del envase. Eliminarlo con antelación ayuda a reducir los defectos evitables posteriormente.
3. Control de línea más sencillo
Una línea más limpia es más fácil de inspeccionar, limpiar y estabilizar. Menos residuos en el proceso generalmente significa menos interrupciones relacionadas con la contaminación.

El polvo causa problemas distintos en cada proceso de envasado, pero el patrón es similar. El polvo suelto añade variabilidad donde los equipos de envasado buscan uniformidad.
En una línea de embotellado, las tabletas suelen pasar por las etapas de conteo, llenado, taponado y sellado. El polvo puede interferir con esa secuencia de varias maneras.
1. El conteo y la transferencia se vuelven menos estables.
El polvo residual puede acumularse en las guías, rampas y áreas de contacto alrededor de la sección de conteo de una máquina contadora de tabletas. Con el tiempo, esto puede afectar la consistencia del movimiento y aumentar la frecuencia de limpieza.
2. Gotas de limpieza del contenedor
Si entra polvo suelto en el frasco junto con las tabletas, el envase puede verse más sucio de lo esperado. Incluso cuando la calidad del producto es aceptable, una limpieza deficiente del envase puede aumentar el riesgo de rechazo y reducir la calidad de la presentación.
3. Las condiciones de sellado se vuelven más difíciles de controlar.
Cuando la zona de envasado acumula más polvo, el sellado y el cierre de las tapas se vuelven menos uniformes. En consecuencia, los operarios dedican más tiempo a limpiar y corregir la línea de producción.
En el caso de los envases tipo blíster, el polvo suele ser más visible en las zonas de alimentación, sellado y presentación final del envase.
1. Las superficies selladas permanecen menos limpias.
Polvo cerca del área de sellado de un
Máquina de envasado en blíster
Esto puede reducir la limpieza del proceso cuando el material del blíster y el material de la tapa necesitan un contacto controlado. Esto aumenta la probabilidad de que los sellos sean débiles o inconsistentes.
2. Los paquetes terminados se ven menos limpios.
Incluso cuando el blíster está sellado, el polvo visible dentro o alrededor del área formada puede reducir la apariencia del paquete terminado.
3. La carga de limpieza aumenta.
Una vez que el polvo llega a la línea de envasado, el operario dedica más tiempo a limpiar las superficies, eliminar la acumulación de residuos y mantener las condiciones de la línea. Esto no contribuye a la productividad ni a la eficiencia del proceso.
Una simple comparación permite ver más fácilmente el efecto posterior:
|
Ruta de empaquetado |
Principal riesgo de polvo |
Resultado probable |
|
Embotellado |
Polvo en áreas de transferencia, llenado y sellado |
Mayor limpieza, manejo menos estable, control de embalaje más débil |
|
Envase tipo blíster |
Polvo cerca de las zonas de alimentación y sellado |
Mayor riesgo de defectos, peores condiciones de sellado, peor aspecto del envase. |
La eliminación del polvo garantiza la uniformidad del empaquetado antes de que las tabletas lleguen al envase final. En ese sentido, el desempolvador protege más que la superficie de la tableta; protege la siguiente etapa de la línea de producción.
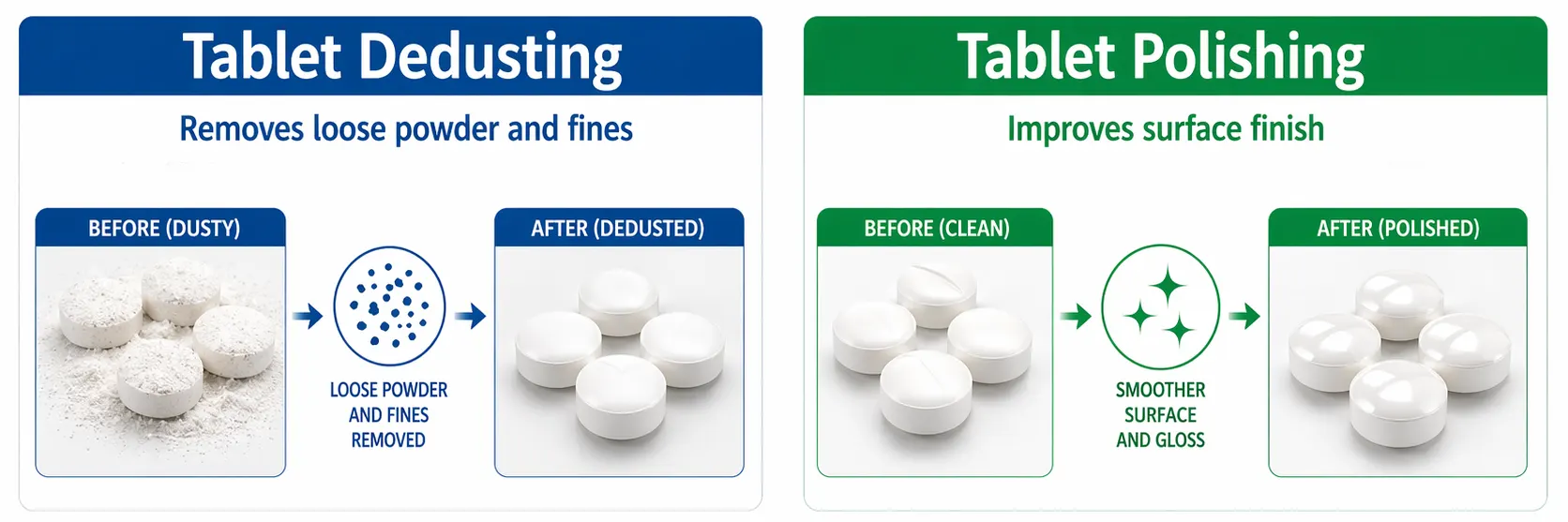
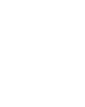
Estos dos términos están relacionados, pero no significan lo mismo.
Desempolvado de tabletas Consiste en eliminar el polvo superficial suelto, las partículas finas y las rebabas pequeñas después de la compresión. El objetivo principal es reducir la contaminación por polvo antes de que el producto llegue a la siguiente etapa. Se busca una mayor limpieza del proceso, una transferencia más limpia y un menor riesgo de contaminación en los equipos posteriores.
Pulido de tabletas Generalmente se trata de un concepto de acabado superficial. El objetivo es obtener una tableta con un aspecto más limpio y un acabado visual mejorado. Un proceso de pulido también puede eliminar residuos ligeros, pero la apariencia es el aspecto más importante.
Algunas máquinas pueden pulir ligeramente mientras eliminan el polvo. Sin embargo, esto no significa que el pulido sea la función principal de una máquina desempolvadora de tabletas. Su función primordial es la eliminación del polvo antes de la manipulación y el envasado posteriores.
Una forma práctica de separar ambos es la siguiente:
1. La eliminación del polvo se refiere al control de residuos.
La principal preocupación es la cantidad de polvo suelto que sale del área de compresión y llega a la siguiente máquina.
2. El pulido se centra más en el aspecto final.
La atención se centra en la superficie de la tableta, no solo en la cantidad de polvo que entra en el proceso de embalaje.
3. Una máquina puede superponerse con ambas
Un desempolvador puede mejorar el aspecto del hogar a la vez que elimina el polvo, pero los compradores deben evaluar el aparato en función de su rendimiento real en la eliminación de polvo.
La posición habitual es después de la prensa de tabletas y antes del siguiente paso importante. La ubicación exacta depende del diseño de la línea y de la ruta de empaquetado.
En una línea de envasado de tabletas convencional, el producto sale de la prensa, pasa por el sistema de desempolvado y luego se dirige a las fases de inspección, detección de metales, recubrimiento, embotellado o envasado en blíster, según la secuencia establecida. La máquina se encuentra lo suficientemente cerca de la prensa para eliminar el polvo antes de que se disperse a lo largo de la línea.
Eliminar el polvo al principio limita la cantidad de residuos que llegan a las máquinas posteriores. Esa es la razón principal por la que la posición importa.
Tres diseños comunes muestran la diferencia:
1. Prensa → Desempolvador → Línea de embotellado
Esta ruta es ideal para operaciones donde las tabletas comprimidas se dirigen directamente al conteo, llenado, taponado y sellado. La eliminación de polvo ayuda a limpiar el producto antes de que llegue a la etapa de envasado en botella.
2. Prensa → Desempolvador → Línea de envasado en blíster
Esta ruta es común cuando los comprimidos se colocan directamente en cavidades preformadas y luego se sellan. La eliminación del polvo ayuda a reducir la contaminación cruzada antes de la formación del blíster y el contacto con la tapa.
3. Prensa → Eliminador de polvo → Inspección o detección de metales → Embalaje
Algunas líneas incluyen pasos de control adicionales antes del empaquetado final. En estos casos, el desempolvador sigue desempeñando la misma función: reducir las partículas sueltas antes de que comience el resto del proceso.
Una buena decisión de compra suele depender menos de la rapidez con la que se anuncia y más de la adecuación del producto al envase.
1. Estado de la tableta y ajuste del producto
Comience con la tableta real, no con el folleto. El tamaño, la forma, la dureza, la friabilidad y el estado de los bordes de la tableta influyen en su comportamiento durante el proceso de eliminación de polvo. Una máquina que funciona bien con un tipo de tableta puede no funcionar igual con otro.
2. Rendimiento de extracción de polvo
La unidad debe eliminar eficazmente el polvo suelto sin generar problemas de manipulación adicionales. Los compradores deben analizar cómo el equipo gestiona la extracción, la estabilidad del recorrido del producto y la cantidad de residuos que quedan antes del siguiente paso.
3. Compatibilidad de línea
Una máquina desempolvadora de tabletas debe adaptarse al resto del proceso. Esto incluye el nivel de producción, la altura de descarga, el sistema de transferencia y la forma en que la unidad se conecta al equipo de embotellado o envasado en blíster.
4. Limpieza y cambio
Los equipos de postcompresión no deberían suponer una tarea de limpieza complicada. Los compradores deben comprobar la facilidad con la que se puede abrir, limpiar, inspeccionar y reiniciar la máquina entre cambios de producto o de lote.
5. Resultado del proceso, no solo las especificaciones de la máquina.
La pregunta más útil no es solo "¿Qué tan rápido funciona?", sino "¿Cómo se ve la línea después de la eliminación del polvo?". Si la limpieza de las botellas mejora, la acumulación de polvo disminuye y las condiciones de sellado de los blísteres se vuelven más estables, la máquina está haciendo bien su trabajo.
Las verificaciones del comprador no tienen por qué volverse abstractas. La máquina tiene una única función en la línea de producción: eliminar el polvo antes de que se convierta en un problema mayor de empaque. La evaluación debe mantenerse fiel a ese propósito.

Una máquina desempolvadora de tabletas ocupa un pequeño punto de la línea de producción, pero su impacto es mucho mayor. El polvo que queda tras la compresión puede extenderse por las vías de transferencia, los equipos de embotellado, las líneas de blíster, las zonas de sellado y los envases finales. Eliminar ese polvo con antelación proporciona a la siguiente etapa un entorno de trabajo más limpio.
Esto es importante tanto para el embotellado como para el envasado en blíster. Las tabletas más limpias contribuyen a una manipulación más estable del producto, una mayor uniformidad en el envasado y una menor contaminación cruzada en la zona de envasado. El valor de la máquina reside en lo que sucede después, no solo en el producto final.
Para los fabricantes que eligen máquinas desempolvadoras de tabletas, la decisión debe basarse en criterios prácticos. Hay que considerar la tableta en sí, el proceso de envasado y los problemas posteriores que genera el polvo. Ahí es donde una desempolvadora demuestra su valor.
¿Necesita una máquina desempolvadora de tabletas para su línea de embotellado o envasado en blíster? Contáctenos para obtener detalles sobre la máquina, sugerencias de diseño o un presupuesto basado en el tamaño de sus tabletas, el volumen de producción previsto y el método de envasado.
Elimina el polvo suelto y las pequeñas rebabas de los comprimidos después de la compresión, de modo que el producto pueda pasar a la siguiente etapa en mejores condiciones.
Suele ser un paso útil porque los residuos de polvo pueden afectar a la alimentación, las condiciones de sellado y la limpieza final del envase en una línea de blíster.
Sí. El polvo puede acumularse alrededor de las áreas de transferencia y conteo, reducir la limpieza de los paquetes y dificultar el control de la línea de producción posterior.
El desempolvado se centra en eliminar el polvo suelto y los residuos. El pulido se describe más en términos de acabado superficial y apariencia de la tableta. Una misma máquina puede realizar ambas funciones hasta cierto punto, pero no son lo mismo.
Algunas categorías de equipos relacionados abarcan funciones de pulido o eliminación de polvo de cápsulas, pero las máquinas centradas en tabletas deben evaluarse según el producto que están diseñadas para procesar.
Normalmente se coloca después de la prensa de tabletas y antes del siguiente paso importante, como la inspección, la detección de metales, el embotellado o el envasado en blíster.
Comience por evaluar el estado de las tabletas, la calidad de la extracción de polvo, la compatibilidad de la línea, el acceso para la limpieza y cómo la máquina se adapta a la ruta de envasado real.
● Cómo abordar la acumulación de polvo en la fabricación de comprimidos — Tecnología farmacéutica
● Requisitos de temperatura y humedad en instalaciones farmacéuticas — ISPE Pharmaceutical Engineering

Correo electrónico : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Red IPv6 admitida
Red IPv6 admitida 












 Casa
Casa Productos
Productos






